Bi-color injection, as the name implies, is the use of two types of plastics for one part. The broad sense of bi-color injection includes over molding, which is achieved by two injection molding machines, while the narrow sense of bi-color injection refers to the use of bi-color injection molding machines, which inject two different plastics in the same machine to complete the part, commonly rotating type.
The former does not require high equipment requirements, but low production efficiency, basically only applicable to the requirements are not highly soft and hard plastic two materials molding, the latter’s scope of application and product quality, high production efficiency, is the current trend.
Requirements
Paired materials for two-color injection molding must meet two basic compatibility conditions, adhesive compatibility and process compatibility.
In addition, the following requirements must be met:
Injection units, parallel and congruent, parallel and opposite, horizontal and vertical L- and Y-shaped congruent single cylinder injection structures;
△ mixed injection nozzle, special injection nozzle such as pattern, wave, flow mark, gradual layer, sandwich, etc;
△ Clamping die, standard type, vertical turntable type, horizontal turntable type, pivot type, robotic rotation type and other mechanisms;
△ Feeding, in addition to the standard hydraulic motor drive, there is ESD (ElectricScrew Drive) electric feeding structure;
△ Oil circuit, there are ACC accumulation pressure high-speed injection and closed circuit design.
Characteristics

Figure: Two-color injection molding machine
△ Strong performance and high energy saving: After the energy-saving transformation of the injection molding machine, the system can respond quickly and the injection molding machine can adjust the supply quickly according to its own needs, which can effectively improve the utilization rate of the electric energy of the injection molding machine and thus achieve high efficiency and energy saving.
△ Good stability: The system is a double closed-loop control of pressure and flow, and the supply of the injection molding machine is decided according to the demand of the injection molding machine. The system can reach a new equilibrium state after a short adjustment process or return to the original equilibrium state under the effect of a given input or external disturbance.
△ Good fast responsiveness: fast responsiveness is one of the important signs of the dynamic quality of the servo system, due to the short production transition process time, generally within 200ms, in order to achieve the requirements of overshoot, the transition process is required to have a steep frontier, the energy-saving transformation of the rise rate to be large, the injection molding machine to reach 1500 rpm in less than 0.03 seconds.
△ High precision: The precision after transformation is the degree of accuracy that the output quantity can follow the input quantity. The servo motor adopts permanent magnet technology, which is accurate and rapid. The servo motor adopts PLC technology, which is more accurate in control, and the allowed deviation is generally between 0.01~0.00lmm.
△ Energy saving: Adopt blank taking system to reduce power consumption.
△ Improve efficiency and reduce cost at the same time: achieve high response, high repeatability, improve speed stability; use 2 kinds of raw materials or 2 colors can be formed at the same time, greatly reducing the process and manpower thus achieving cost savings; parameter setting, system adjustment is very simple digital operation.
Types of two-color injection molding
① Two-color injection molding machine.
This kind needs two front molds and one back mold, the product is finished at one time, and it is not necessary to get off from the beer machine in the middle, the product appearance is fine and beautiful, the material thickness of the second injection is generally 0.5-2MM, the cost is higher, and it is generally used for small products.
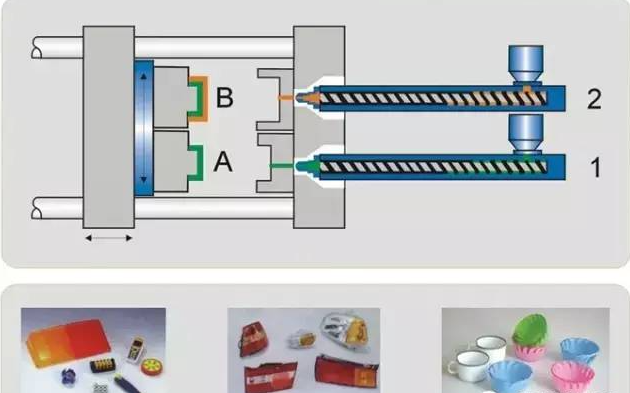
Figure: Schematic diagram of two-color injection molding
② Common injection molding machine
This kind of injection molding machine needs two front molds and two back molds, and the semi-finished products have to be taken off after the first injection and put into the second mold for the second injection. The product appearance is not very good. High requirements for injection technology, generally the second injection material can be up to 3MM, to make larger products.
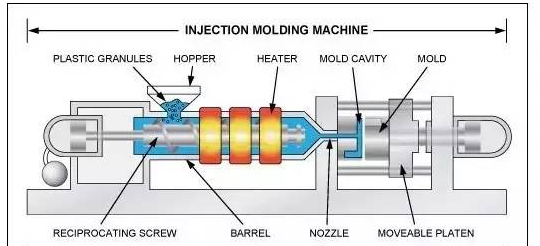
Figure: Typical structure of injection molding machine
Design of two-color injection parts
According to the same material design can be, and then disassemble the parts, in the design need to try to avoid sharp corners, to ensure that the soft and hard rubber parts contact excellent, enhance the bonding effect
Two-color injection molding process requirements
① Double shot design of soft and hard rubber
There must be a certain temperature difference between the melting point of the two materials, generally recommended at 60 degrees, it is recommended that at least 30 degrees, the melting point of the first shot material is high, generally the first shot is PC or PC/ABS, the second shot is TPU or TPE, PC thick 0.6-0.7mm, software 0.4mm or more.
Try to widen the contact area, do grooves, etc. to increase the adhesion, or the first shot using the core, the second shot part of the material injection to the first shot inside, the first shot mold surface as rough as possible to do.
② Transparent and non-transparent double shot design
△ Double shot design for small lens
The first shot is made of non-transparent, the second shot is made of lens, the first shot is made of pc with high melting point as much as possible, the second shot is made of PMMA.
△ Transparent and non-transparent double shot design for decoration
The first shot is non-transparent material, the second shot is transparent material, non-transparent material commonly used is SABIC PC material high temperature, the second shot transparent material PMMA or pc. pc need to spray uv to protect, PMMA can choose uv or strengthen, such as the surface of the character must choose UV
Two-color injection mold features
△ The dynamic mold is the same, the injection process is rotating and needs to be exchanged, so it must be the same mold. (There are special cases, the cavities can be different when molding)
△ The runner of the first shot of the mold can not be left on the mold after the injection is finished, it is better to be a hot sprue, otherwise it can be grabbed by robot, the worst is also a latent type of gate, which can automatically fall off, otherwise the gate will be on the top of the second shot can not close the mold.
△ The product is shot twice, after the product is opened, the first shot must be left on the moving side, in general, it is usually chosen to leave both shots on the moving side, so the mold needs openers, pullers, etc. to realize the sequence of opening the mold, first pulling the fixed side, and the ejector mechanism needs to be added on the fixed side.
△ Two sets of cooling system, because the requirements of two-shot injection molding two materials are different, in principle, the temperature of the material of the first shot is 60 degrees higher than that of the second shot, and the mold temperature is different, so two sets of cooling systems are required.
Two-color injection molding materials
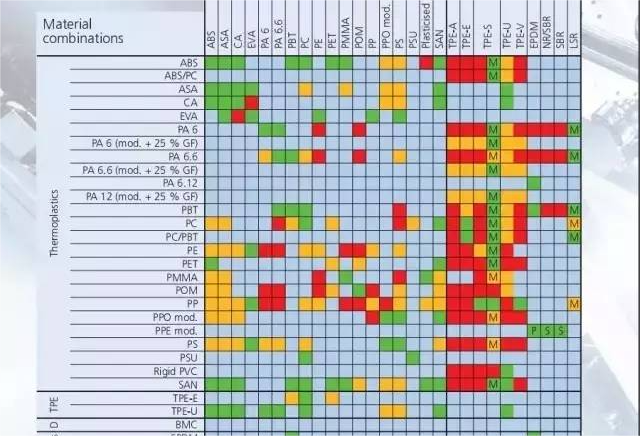
Two-color injection molding material bonding illustration
Two-color injection molding case
Thanks to the diversified design advantages of two-color injection molding machine, it has been widely used in many fields such as cell phone industry, pen industry, automobile industry, home appliance industry, hand tool industry and daily necessities industry.
