We only need to understand what happens to these worms when they are injected into the mold cavity and during the cooling process after the injection, and then we understand the true cause of the deformation. The first thing we need to know about these worms is how they behave:
The earthworms tend to curl naturally when they are not flowing in their active state (molten plastic), not in a straight line, and each worm is like a rubber band that is stretchy. When a rubber band straight, then release the hand flat on the left side, the rubber is a natural curl state. Both crystalline and non-crystalline plastic molecules exhibit this property in the molten state.
The rubber band stretched and laid flat on the table in a natural bend

Earthworms in their natural state

When earthworms are active (molten plastic) and flow through a narrow area under pressure (shear flow effect), they tend to flow in an orderly manner, i.e., in the direction of flow (flow orientation), just like many pedestrians passing through a narrow passage must line up to pass. The faster the earthworm moves within the mold cavity, the higher the orientation in the direction of flow.
The faster the earthworms move in the mold cavity, the higher the orientation in the flow direction.
When the entire mold cavity is filled, the earthworms move rapidly in the mold cavity to almost zero speed, which is waiting for the earthworms under the protection of the frozen earthworms (solidified layer) (plastic molecules in the center of the melt), a type of earthworms (non-crystalline plastic) began to tend to free winding contraction, and gradually wind more and more tightly, if enough time, they can wind each other to reach the theoretical tightest The other type of earthworm (semi-crystalline plastic) tends to free wind and shrink.
Another type of earthworm (semi-crystalline plastic), which has different properties from the previous one, tends to orderly (crystalline) shrinkage, and given enough time, the largest number of earthworms can be lined up. This winding or orderly arrangement process can last for a long time, hours to weeks, or even longer.
(At the end of filling, insulated by the solidifying layer, the molecules in the center of the melt begin to shrink slowly, the molecules of the non-crystalline plastic naturally twist and wind tighter and tighter; the molecules of the semi-crystalline material tend to orderly align – crystallize. If the cooling rate is slow enough, i.e. the required cooling time is long at a fairly high mold temperature, the molecules of the plastic will appear to wind or crystallize to the maximum extent.
If there is not enough pressure retention to make up for the space released by the entanglement or crystallization of the plastic molecules, the plastic product will exhibit a large shrinkage rate. The process of molecular winding or crystallization does not stop once the product is ejected from the mold, but only when the overall product temperature drops below the glass transition temperature.
(And even at glass transition temperature, the molecules of the plastic is not completely inactive, when the temperature rises or by external forces, its internal molecules will continue to wind or crystallization process between a small degree, resulting in further shrinkage of the product, this phenomenon is post-shrinkage.)
The longer this process takes, the tighter the entanglement or the higher the degree of orderly bending arrangement, until it loses its activity completely (complete curing). However, some varieties of earthworms are different in that a thin stick is tied to the earthworm to increase its strength (with glass fiber material), and its free winding nature is restricted due to the restraint of the stick, thus exhibiting a diametrically opposed shrinkage characteristic.
(Glass-added materials, because the glass fibers themselves do not shrink or shrink much less than their parent material, are relatively neatly aligned along the flow direction due to the flow orientation. The fibers are coupled with the molecules of the base material, which restrains the free winding or crystallization behavior of the molecules, resulting in very low shrinkage in the flow direction.
While the vertical flow direction due to the gap between molecules and fibers, the contraction is larger, and the volume shrinkage rate of plastic materials is relatively fixed, since the contraction in the flow direction is suppressed, it is inevitable that the contraction in the vertical flow direction will increase to compensate for the overall volume shrinkage rate For plus glass fiber materials, the contraction in the vertical flow direction even sometimes exceeds the shrinkage rate of the parent material)
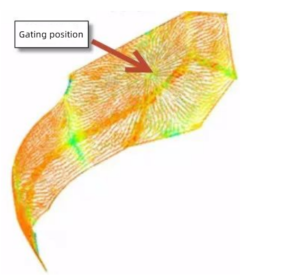
Earthworms in the process of pressure-driven flow, there is a tendency to flow in the direction of flow resistance to flow in preference to flow, just like driving a car willing to choose high speed rather than take the ordinary highway.
(Hysteresis effect, plastic in the flow of all tend to flow in the direction of the flow resistance of the path of priority flow)
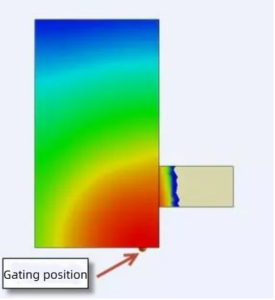
Typical stall conditions, the closer the thin-walled area is to the gate, the greater the likelihood of stall
As soon as the earthworms come in contact with the cold mold walls, they immediately solidify and freeze, too late to shrink. The frozen earthworms form an insulating layer that protects the inner earthworms from freezing to be able to continue moving forward. The first earthworms to touch the mold wall are a great group of earthworms that make a great sacrifice because they cannot wrap or crystallize according to their nature.
Figure 3.7 Schematic diagram of the melt glue flow cross section. The front end of the melt glue becomes a fountain as it moves inside the mold cavity, and a solidified layer is formed immediately when it touches the mold wall, and the melt glue in the middle is able to flow well because of the insulation of the plastic.

The friction between the flowing earthworms and the earthworms forming the insulation layer (solidification layer) occurs during the flow, and this degree of friction increases with the relative displacement speed. The increased degree of friction generates high temperature, which further increases the activity of the flowing earthworms and therefore makes it easier to flow (shear thinning). However, if the friction is too intense, the earthworm at the friction surface will die (scorch) or break into several pieces (material degradation) due to the too intense friction.
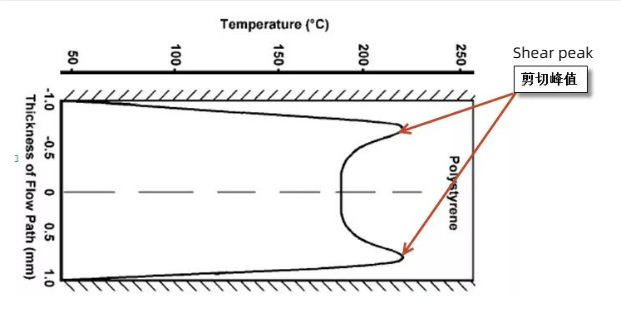
(In the flowing section, the most intense shearing occurs where the melt is connected to the solidified layer, and the temperature is highest here due to the shear heating effect. The heat generation leads to an increase in the temperature of the melt, which reduces the viscosity of the melt; on the other hand, the shearing effect promotes the orientation of the molecules during the flow, which makes the flow easier, and this is the shear thinning effect.
Shear generated high temperature may be far more than the plastic melt temperature, but the chances of material degradation is very small, this is because the filling time is very short, the general mold is within 3 seconds, the filling time of large automotive exterior parts need to be longer, the degradation of the material takes time. (Anything that happens needs a certain amount of time, time is a necessary and sufficient condition, this condition is insufficient, other conditions in sufficient, things can not happen.)
Figure 3.8 Flow section shear distribution curve. This figure does not consider the solidification layer, so the largest shear is the melt glue in contact with the mold wall, this phenomenon occurs in the hot runner plate. In reality, during the filling of the mold cavity, a solidification layer must be formed because the mold temperature is much lower than the glass temperature of the material.