2.The product’s structural aspects
As mentioned before, the product structure is rigid enough to resist the internal stress generated by the uneven contraction of plastic molecules, then the product may show no deformation. This is only one aspect, the product structure of the product deformation there is a deeper and broader impact. Generally speaking, there are several aspects
(1) whether the rigidity of the product can overcome the impact of internal stress
The rigidity of the product structure can be understood as the stability of the product structure, the resistance to external forces (as mentioned earlier, the effect of internal stress on the product is similar to external forces). Therefore, there is no doubt that a product with good rigidity and stable structure has a small chance of deformation, and vice versa, a large chance of deformation.
On the other hand, good rigidity of the product deformation requirements of the product is higher, because once the deformation, it is difficult to overcome, forced to rely on assembly to overcome deformation, will produce a large assembly stress; and good rigidity of the product structure if the structure is not reasonable (such as meat thickness difference is too large) resulting in structural deformation is difficult to rely on the process to overcome.
On the contrary, products with poor rigidity, due to its own weak strength, the requirements for deformation are not high, even if deformation occurs, it can be overcome by assembly, without generating large assembly stress.
Therefore, the worse the structural rigidity of the product, the greater the adjustable space of the process; the more difficult the deformation of the product, the smaller the adjustable space of the process. It is like a person with a weak character who is easily influenced by others to change his mind and change back at the same time; but a person with a strong character is difficult to be influenced by others to change his mind and once he makes a decision, he will not be able to pull even nine cows.
There is no doubt that internal stress has a negative impact on product quality. The so-called internal stress refers to the stress that remains inside the object when the external load is removed, and it is generated by uneven volume changes in the internal macroscopic or microscopic organization of the material, which is the standard academic explanation. It is very abstract, so it may be useful to explain it with a visual analogy, which may be biased, but may help to understand it better. The effect of internal stress is like two people of similar strength wrestling, in the stage of holding each other, it seems that the two hands are in a static state (the product is not deformed or deformation is not large, but the internal force is very large), but in fact, the mutual force between the two hands is very large.
Assuming that at this time the two have made ten percent of the force, then this phase of holding can not last (this is similar to the product internal stress is very large, due to the product structure is very rigid, did not show a lot of deformation, but by the external force may appear cracking; or after a long period of time placed after the deformation); if the two people only made a 10% of the force to maintain the balance, then you can hold each other for a long time ( This is similar to the product can withstand a large load when the internal stress is very small), there is no doubt. Therefore, whether the product shows deformation or not, it is necessary to find a way to minimize the level of internal stress in the product.
Although sometimes the product has a good rigid structure, which helps to resist the effect of large internal stress without showing deformation, it does not mean that the effect of internal stress is overcome, and the effect of internal stress still exists inside the product. When the ambient temperature rises during storage or use, the plastic molecules become active due to heat, the product may be deformed, and the internal stress is released as a result. This process can be regarded as the process of internal stress release.
The structural design of the product takes into account the overall structural stability or functional requirements of the product, and a large number of tendons are designed. The designers think that this design is good for the stability and strength of the whole product structure, but this design makes the whole product have a very high degree of internal stress after injection molding.
The reason is that due to the limitation of the appearance of shrinkage marks, the thickness of the bar is very different from the thickness of the main wall of the product (usually the thickness of the bar is 0.4-0.7 of the main wall thickness, depending on the plastic material and the distance from the gate), which naturally produces uneven shrinkage. In addition, the ribbed area is usually wrapped by the mold steel from both sides, so it is easy to transfer heat, while the main wall thickness is relatively difficult to transfer heat due to the thermal insulation of the ribbed area, which makes the uneven shrinkage even more. The huge shrinkage unevenness leads to product deformation, and if the product is very rigid, the degree of residual stress inside the product will be very high. Take the broken tendon method to deal with this situation will be able to get a great improvement in deformation.
However, the effect on the overall strength of the product needs to be tested and verified. Although the overall strength of the product is reduced due to the broken reinforcement method, its ability to withstand the load will be enhanced because of the greatly reduced internal residual stresses, which needs to be considered. The broken tendon method is shown in Fig.
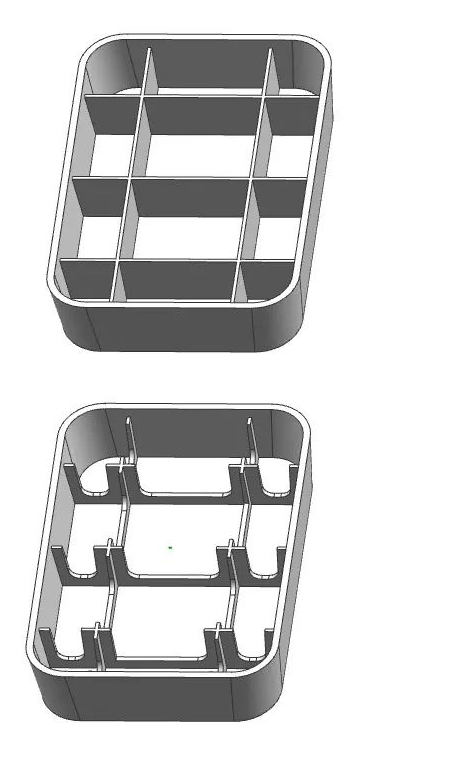
The design of the above picture is a through bar position, the internal stress will be very high if the product is not deformed after injection.
In the picture below, the product design is improved by cutting all the through bar positions into U-shaped notches (broken bar method), so the optimized design will have a very low level of internal stress. The additional effect is an improved filling and improved cooling of the post mold. The only shortcoming of the product’s strength may be reduced, but in the face of this problem, two aspects need to be considered: first, whether the improved strength can meet the product function; second, the stress of the original design will reduce the product load capacity to a certain extent.
(2) Whether the product’s meat thickness distribution meets the product’s uniform shrinkage
As mentioned earlier, the fundamental cause of product deformation is the role of internal stress, the internal stress is generated from the uneven contraction, so the degree of uniform contraction of the product determines the degree of product deformation, and the uniform degree of meat thickness of the product and to a large extent (note that not all) determines the degree of uniform contraction of the product, so the uniformity of the meat thickness of the product is very important to product quality.
It should be pointed out that the uniformity of meat thickness is not the purpose, but a means to achieve uniform shrinkage, this relationship must be clear, otherwise if the uniformity of meat thickness as the purpose, in practice, and will make a big mistake.
Due to the complexity of the product structure and mold structure, into the relationship of the location of the glue point, the mold cavity molten glue heat transfer rate and pressure distribution is unable to achieve uniform consistency, so in order to compensate for this unevenness, intentionally uneven meat thickness to achieve the purpose of uniform shrinkage. That is, the heat conduction is naturally slower in the region of the corresponding reduction of glue to make the product thinner, in order to reduce the accumulation of heat, thereby reducing shrinkage; bear higher pressure in the region of the appropriate increase in meat thickness to extend the cooling time to increase shrinkage. This artificially makes the product wall thickness uneven to compensate for the uneven shrinkage generated by cooling and gate location restrictions, which is very effective in practice and can greatly widen the molding window.
Therefore we must look at the issue of product flesh thickness uniformity in a dynamic way, instead of rigidly and rigidly thinking that uniform flesh thickness is necessary to get uniform and consistent shrinkage.
(3) Whether the structure of the product limits the mold waterway design, so the product cannot achieve uniform cooling during the molding process
The complexity of the product structure limits the design of the waterway. In order to achieve the maximum uniform cooling of the product, the waterway design of the mold must be carefully considered. The inaccessibility of the water path to the product, such as deep pockets and narrow recesses, greatly affects the uniform shrinkage of the product, resulting in product deformation, and can seriously affect the production cycle time.
Mold design needs to focus on the cooling design of these areas: reducing heat by shrinking flesh thickness, and enhancing cooling to improve heat transfer efficiency.
(4) Whether the product appearance requirements limit the gate design, resulting in the need for more stringent process requirements
The shape, size and position of the gate have a very strong influence on the appearance of the product. Generally speaking, small gates such as pin point gates are more restrictive to the flow, and the initial flow rate is not easy to control, and it is also not conducive to pressure retention, so the requirements for the molding process are relatively harsh; on the other hand, larger gates such as side gates are less restrictive to the flow, and are also conducive to pressure transfer, which is beneficial to the product appearance, but the residual traces of the gate are fatal to the product appearance. These need to be taken into consideration when designing the mold.
The gate area is prone to excessive residual internal stress because of filling and holding pressure. The residual stress will affect the strength and appearance of the product, so define the location of the gate as far away from these areas as possible, otherwise, it will require a more demanding process to control, and the result will not be very good.
(5) Dimensional and form tolerances required for the product
For product design engineers, defining excessively strict, unrealistic tolerances is a form of self-protection, but also a sign of insufficient skill. This is done because if there is a subsequent problem, the product design can put the blame on it: it’s not my design that doesn’t work, but you didn’t do what I asked. But such unnecessarily tight tolerances, to production and mold making brings great difficulties, adding many unnecessary costs. The ultimate damage is the enterprise.
Plastic materials have their unique characteristics, for non-crystalline materials, its never really cured; and for semi-crystalline plastics, the only real curing is its crystalline region. From this point of view, although the plastic material has a strong plasticity, but really because of this, its stability is relatively poor. Therefore, with reference to industry standards for plastic product tolerance definition, it is very important for molders and injection molders to suggest customers to relax the tolerance appropriately; or adopt appropriate design measures to compensate for the strict tolerance necessary in some cases (difficult to do in practice).
It is never just the responsibility of the mold and injection maker to obtain a quality and inexpensive injection molded product; it is a system project. It requires systematic collaboration from all aspects of material, product design, mold design and injection molding plant to achieve.
Tight dimensional and form tolerance requirements put higher demands on the deformation of the product. This type of mold design requires more thorough consideration. The effect of deformation on the size and shape of the product needs no further explanation. The product design needs to take into account the actual conditions of the molding process and define reasonable tolerances. Generally speaking, the larger the size of the product, the more difficult it is to control the dimensions; the less rigid the product structure, the easier it is to deform; the greater the shrinkage of the material, the more difficult it is to control the dimensions. Therefore it is essential for the product designer to find a compromise between the desired design and the design that can be achieved.
Very strict appearance (e.g., decorative requirements for high mirrors, especially black mirror requirements) and very complex structure (e.g., bone position) and very strict dimensional requirements, preferably not given to the same product, are what product design engineers need to consider. Because of the complexity of the product structure:
1. The presence of uneven shrinkage may lead to very high residual internal stresses, which can manifest themselves as cosmetic defects such as stress marks on the surface of a high-gloss product;
2, sometimes it may cause the whole product size to be large in order to overcome a slight shrinkage; in order to reduce the internal stress of the product and control the holding pressure, the size may be small again; etc.
(6) Whether the product assembly has the ability to overcome deformation and how much it can overcome
Product assembly can overcome the deformation of the product to a certain extent, but, as mentioned earlier, if the deformation is too large, or the rigidity of the product is too large, it cannot be overcome by assembly, and even if it can be overcome, it will produce a large assembly stress. If the assembly stress is too large, it will have a negative impact on the service life of the product. Relying on assembly to overcome the deformation, the assembly stress will be applied to the assembly stress point of the product. The greater the deformation of the product, the greater the assembly stress.
(7) The function of the product, the force condition
It is necessary to consider the function of the product, and the force condition: long-term load or cyclic load. As mentioned earlier, the effect of internal stress on the product is similar to external load, so if the residual internal stress of the product is too large, the ability to withstand external load will be adversely affected.
To sum up:
The rigidity of the product structure is beneficial for overcoming product deformation, but on the other hand, a product with good rigidity will be difficult to overcome if its potential deformation trend is large once it is deformed.
Regardless of whether the product shows deformation or not, it is very beneficial to think of all ways to reduce the internal stress of the product, especially the ability to withstand the load in use.
For the design of connecting tendons, the use of the “tendon breaking method” is very beneficial to reduce the tendency of product deformation, reduce the degree of internal stress, improve the filling and shorten the cycle time.
Uniform wall thickness is not the purpose, the uniform shrinkage of the product is the purpose. The relationship between the end and the means must be clear. The means cannot be for the sake of the means.
Overly strict and unrealistic tolerance definitions greatly increase the cost of mold development and injection molding production. A deep understanding of the characteristics of plastic and the definition of reasonable tolerances in accordance with plastic product tolerance definition standards is very effective in reducing unnecessary costs.
Plastic product design engineers must make a compromise between the design they want and the design that is productive. Different requirements are given to different products. Decorative plastic parts that require a high level of appearance should not be given too many other functions.