Now that we understand the properties of earthworms, let’s describe the molding process using the earthworm theory, which will help us to understand what happens to the earthworms and therefore why the plastic is deformed.
A number of small earthworm pellets (each containing numerous frozen and inactive earthworms) are placed in the hopper of the injection molding machine and enter the feed tube under their own weight. The screw rotates and pushes the pellets toward the front of the tube. Due to the shearing action and the heating of the tube, the earthworms gradually regain their activity under the effect of high temperature and slowly spread out. These earthworms are now able to move freely.
The earthworms that are able to move continue to be delivered to the front of the screw until there are enough to fill the mold cavities and runners, at which point the screw stops turning and waits for the injection (the plasticizing stage above). When everything is ready, the screw starts to push forward and the worms are pushed out of the injection nozzle into the mold. The injection nozzle is a very narrow passage and the worms must be stretched out and arranged neatly to pass smoothly, so the worms are automatically arranged neatly through the injection nozzle and into the mold. Since the channel at the front end is not very spacious and narrow all the time (injection molded parts are usually shell parts with wall thickness not more than 3 mm), the earthworms must continue to maintain a neat line to move forward smoothly.
Since the mold walls are cold, the first earthworms that touch the mold walls are instantly frozen and inactive, and because the time is so short, they do not even have time to curl up a bit before they are frozen. These frozen worms form a good insulation layer that protects the later worms until the entire cavity is filled (filling stage). When the earthworms finally fill the mold cavity, the rapid movement of the earthworms inside the mold cavity stops and the earthworms in the middle are protected from rapid freezing by the insulation layer formed by the sacrifice of the pioneer earthworms, so that the earthworms inside are able to twist around each other according to their nature, getting tighter and tighter (non-crystalline plastic) or stacking neatly in order (semi-crystalline plastic) until they are frozen and inactive.
As a result of the winding shrinkage or crystallization shrinkage, some space is released, the screw has not stopped moving at this point, the gate has not frozen yet, and there are earthworms continuously replenishing behind to fill these spaces (holding pressure replenishment shrinkage stage). If the gate freezes before the full shrinkage, there is not enough new earthworms to make up for the space released by the shrinkage, the plastic product will shrink too much; if the pressure-holding ends before the gate freezes, which means the injection molding machine has already released the pressure, the pressure in the mold cavity will be higher than the pressure in the runner, which is not fully cured in the gate, and the uncured earthworms in the mold cavity will flow backwards from the gate to the runner, which will lead to local shrinkage near the gate Too big, even the whole product shrinkage is too big.
After the gate freezes, the pressure retention loses its meaning because the melt glue cannot enter the mold cavity. This is where the earthworms in the mold cavity begin to twist freely or fold into an orderly arrangement, the extent of which depends on how much time the heat transfer function of the mold can provide to allow for shrinkage (the cooling phase).
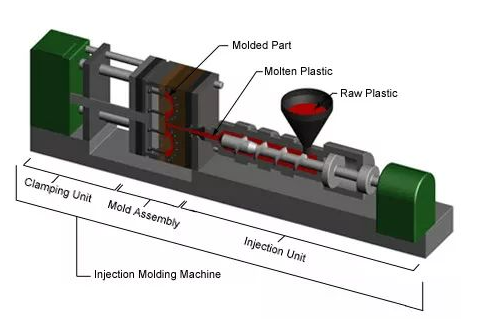
Schematic diagram of a typical injection molding machine configuration
Due to the complexity of the mold cavity structure, the temperature is not uniform in each area, and the amount of earthworms replenished into each area varies, so the final winding of the earthworms in each place is not the same in terms of tightness or orderly folding arrangement (degree of crystallization). Some have enough time to wind tightly (center of melt, thicker walls, areas where heat accumulates on the mold), some lose their activity halfway through winding, some give up space after winding and subsequent earthworms do not come in, etc. In short, the tightness of the earthworm winding varies in all areas inside the mold cavity. Even in the same area, in cross-sectional direction, the first earthworms and the inner earthworms wind differently.
Thus, during this process, the earthworms form three states (for the sake of visual description, let’s call them three forces):
One, a part of the earthworms are frozen (solidified layer) before they have a chance to wind at all;
Two, a part of the earthworms are frozen in the process of winding, not fully wound, and although frozen, their tendency to wind still exists and the tendency to wind or crystallize does not disappear, but is simply frozen in the product;
Third, part of the earthworms are fully wound and their denseness is the highest. In addition, after the product is ejected when it reaches the ejection strength (the product is not 100% cured before it is ejected), it does not mean that the earthworms inside this have completely lost their activity; the earthworms inside are still able to have tiny movements and can move until they are completely cured, which is the reason for the post-shrinkage of the product.
Since there are three forces of earthworms distributed inside the product, and the distribution is very complicated, as if the three warring forces are intertwined, there are contradictions, conflicts, (stress) between them. When the product is separated from the mold, it loses the limitation of the mold, and these three forces act on each other as if an external force is applied to the product.
If the product itself is structurally rigid, the stresses generated by the interaction of the three forces are not enough to overcome the rigidity of the product, and the product will not be deformed or deformed very little; if the product itself is structurally rigid and not enough to resist the internal stresses, then deformation occurs. Even if the product as a whole is not deformed or deformed very little, the internal forces will be manifested in other forms, such as stress marks, cracking when subjected to external forces, etc.
(Three different types of shrinkage inhomogeneities naturally exist within any injection molded part: shrinkage inhomogeneity in terms of wall thickness cross-section; shrinkage inhomogeneity between regions; shrinkage inhomogeneity in the melt flow direction and vertical flow direction.
These three kinds of unevenness is objective, can not be avoided, reduce the deformation of all the countermeasures that is to take all measures to reduce the degree of these three kinds of uneven shrinkage. Uneven shrinkage in the wall thickness direction basically has little effect on the deformation of the product. For unfilled plastics, non-crystalline plastics basically show isotropic shrinkage, crystalline plastics show a certain degree of anisotropic shrinkage, but not too much, so the biggest factor affecting the deformation of unfilled plastic products is the uneven shrinkage between regions.
But for the fiber-filled plastic, melt flow direction and vertical flow direction of the shrinkage difference is very large, so the impact on product deformation is very large, which is also the addition of fiber plastic product deformation is more difficult to control a reason.)
(The so-called inter-regional shrinkage non-uniformity is caused by the complexity of the product and mold structure. For the product structure, due to the need to meet a variety of different functions, the product must be designed with different features: body, sidewalls, touch perforations, rib bits, columns, flanges, and even uneven body wall thickness, and so on.
These different features have to be designed with different thicknesses, and the variation in their geometry makes them never undergo the same heat transfer process in the mold, which determines the absolute presence of uneven shrinkage between product areas. From the mold side, one is the effect of cooling design. Usually the front mold design waterway has a lot of freedom, and the front mold for the product is usually steel wrapped plastic, melt glue heat is relatively easy to conduct out; while the rear mold is usually plastic wrapped steel, steel is relatively small, the ability to absorb heat is usually not as good as the front mold, and the rear mold usually has the limitations of the ejector structure, the freedom to arrange the waterway is much less than the front mold, which causes the heat transfer capacity of the rear mold is usually not as good as the This causes the heat transfer ability of the back mold is usually not as good as the front mold.
The other is the influence of the pouring system. The area near the gate has a better chance to get better pressure retention and shrinkage, while the area far from the gate is naturally worse than the area near the gate in terms of pressure retention and shrinkage. (This difference will be greater if the melt flow is long.)
(The complexity of the product and mold structure causes uneven shrinkage between areas. A good mold designer can make up for the lack of product design by cleverly using the mold design to make up for the unevenness of the product, i.e., by appropriately structuring the product and reasonably designing the pouring system and cooling system to make up for it, in order to minimize this unevenness of shrinkage. (A poor mold design, however, will magnify it, i.e. product unevenness + mold unevenness, into a larger shrinkage unevenness.)
The above three conditions exist within any injection molded product, so it can be said that the product cannot achieve an ideal state of absolute uniform shrinkage. Deformation is absolute and non-deformation is relative.
Conclusion: Uneven shrinkage of the product generates internal stress, the effect of internal stress is the essence of deformation, and the cause of internal stress is uneven shrinkage, which is the root cause of deformation.
Fourth, the factors affecting the deformation
We know the root cause of deformation through the description of the former mold, next we discuss what factors affect the deformation, we will explore the following five aspects
1.plastic materials
2.the product structure
3.mold design
4.mold processing
5.the molding process.
…… is not finished (see the next article)