Extrusion molding process
Process Introduction
Extrusion molding is the most varied, highly productive, adaptable, versatile, and largest molding process in the plastic material processing field.
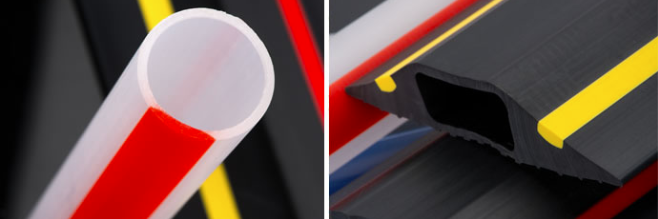
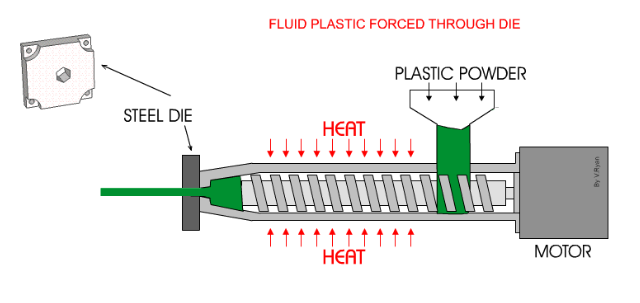
Extrusion molding is the continuous molding of a polymer melt or viscous fluid through a certain shaped die by the extrusion of an extruder’s screw or plunger, and the resulting part is a continuous profile with a constant cross-sectional shape.


Extrusion of rubber is usually called press-out. It is widely used in the manufacture of tire treads, inner tubes, rubber tubes and semi-finished products with complex section shapes or hollow or solid, and can also be used for overmolding operations, which is an important process in the production of rubber industry.
Process advantages and disadvantages
Advantages of extrusion molding.
Simple operation, easy process control, continuous, industrialized and automated production, high production efficiency and stable quality.
Wide range of applications, widely used in plastic, rubber, composite molding processing, but also commonly used in plastic coloring, mixing, plasticizing, granulation and plastic co-mingling modification.
The extrusion die is easy to process and simple to replace.
Simple equipment, low investment, fast results.
The production environment is hygienic and the labor intensity is low.
Low cost of parts, suitable for mass production.
Disadvantages of extrusion molding:
Only the production line type parts, geometry is simple.
The part section (or section) can not be changed.
Compared with injection molding, the precision of the parts is lower.
Applications
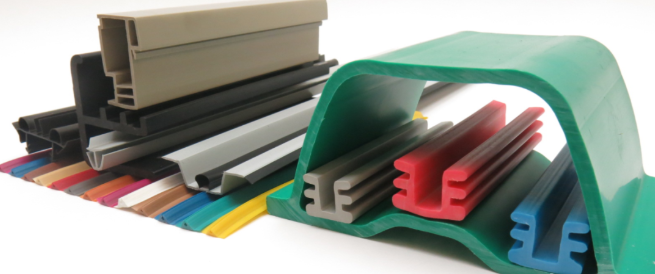
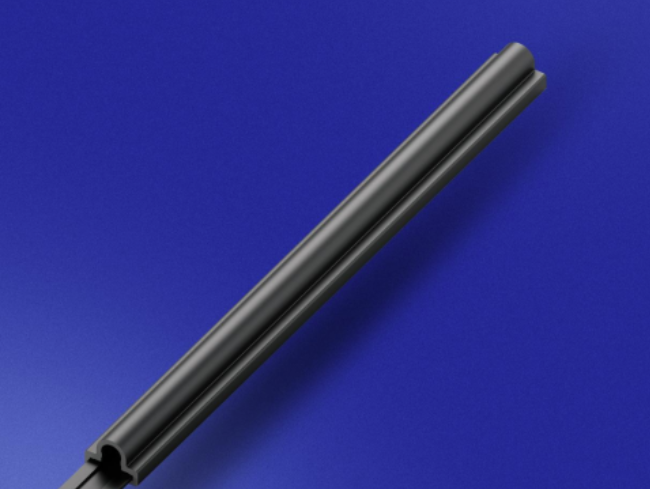
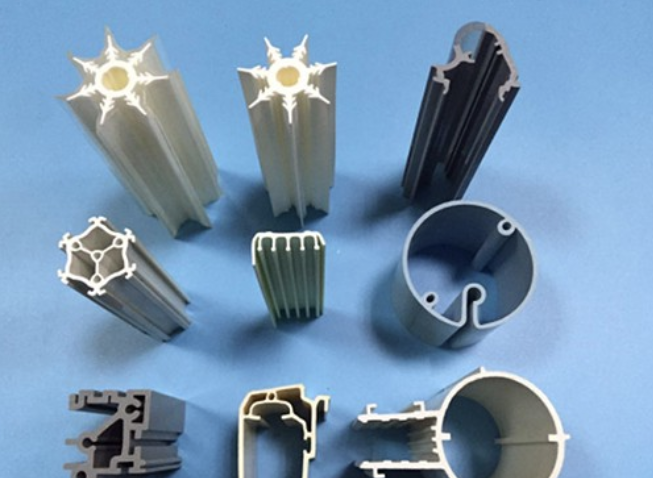
Extrusion molding is suitable for plastic films, nets, products with cladding layers, tubes, plates, sheets, films, monofilaments, cable wrapping layers, various profiles, etc. with a certain cross section and continuous length.



DFM Design Guide for Extruded Parts
Material Selection
Not all thermoplastics can be processed by extrusion molding.
Common base materials include hard materials and elastic materials.
Hard materials: PVC, PC, PETG, ABS, PP, HIPS, PMMA, LDPE, HDPE, POM, ASA, PA, AS, EVA, PC+ABS, etc.
Elastic materials: PVC, TPU, TPE, POE, TPR, TPV, TPEE, etc.
2.2 Uniform wall thickness
As with the design of injection molded parts, aluminum extruded parts, etc., uniform wall thickness is essential.
If the wall thickness of a plastic extrusion is not uniform, with some parts thick and some parts thin, this makes the plastic flow unevenly when extruded in the mold, resulting in different cooling rates and eventually deformation of the part.
If distortion needs to be controlled, additional cooling processes need to be added, making the line less efficient and more expensive to produce.

Original design Optimized design
Avoiding complex hollow structures
1)Avoid complex hollow structure
Since plastic extrusion is a continuous process, the extruded part has low strength when it is just extruded and needs to be supported by air pressure and mandrel to keep its shape and avoid deformation, while the hollow part cannot provide support, and the complex hollow structure can only be realized by opening the section.
2) Avoid hollow in the middle space
Hollow in the mid-air will inevitably be deformed because support cannot be provided until cooling and curing.
3) Provide openings for internal features
If the extrusion design has an opening, recess, a snap or other feature can be designed inside.

Original design Optimized design
Design of rounded corners
Sharp corners on extrusions can turn the sharp corners into a weak point of the extrusion due to stress concentration, which is prone to cracking or failure, and can also reduce the impact resistance of the extrusion.
In extrusions, sharp corners should be avoided as much as possible, and rounded corners should be added at the sharp corners with a radius equal to the wall thickness of the product, which helps the material flow more smoothly during the extrusion process and reduces the stress at the corner of the profile.

Worst Design Average Desig Optimal design
Design to avoid shrinkage
At the intersection of multiple walls, a thicker wall area is usually created, and then the outer surface of the extrusion is susceptible to the appearance of shrinkage, similar to injection molding.
If the extrusion is a cosmetic part, then the design can be optimized to avoid shrinkage or to cover up the shrinkage defect as shown in the figure below.

Original design Optimized design
Avoid tight tolerances in the length direction
Whenever possible, avoid tight tolerances in the length direction. Thermoplastics shrink and expand with temperature, and cutting plastic extrusions to very critical lengths may unnecessarily increase costs.
In general, tolerances of +/- 5 mm are used on extrusions 1000 mm long. Of course, tolerance accuracy is somewhat related to length, and the shorter the length, the higher the accuracy that can be achieved.
Co-extrusion
Coextrusion is the extrusion of two or more materials at the same time between the cooling of the extrusion and combined in the same extrusion.
It is possible to combine two different colors in the same extrusion, or to produce a two-color extrusion with a primary color and a second color stripe.
It is also possible to combine a hard material and a material with flexibility in the same extrusion, which allows a rigid extrusion to have a flexible lip or flange, or allows two rigid extrusions to be joined by a flexible hinge.